

不要错过这部精心制作的方管专业厂家直销产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:方管专业厂家直销的图文介绍

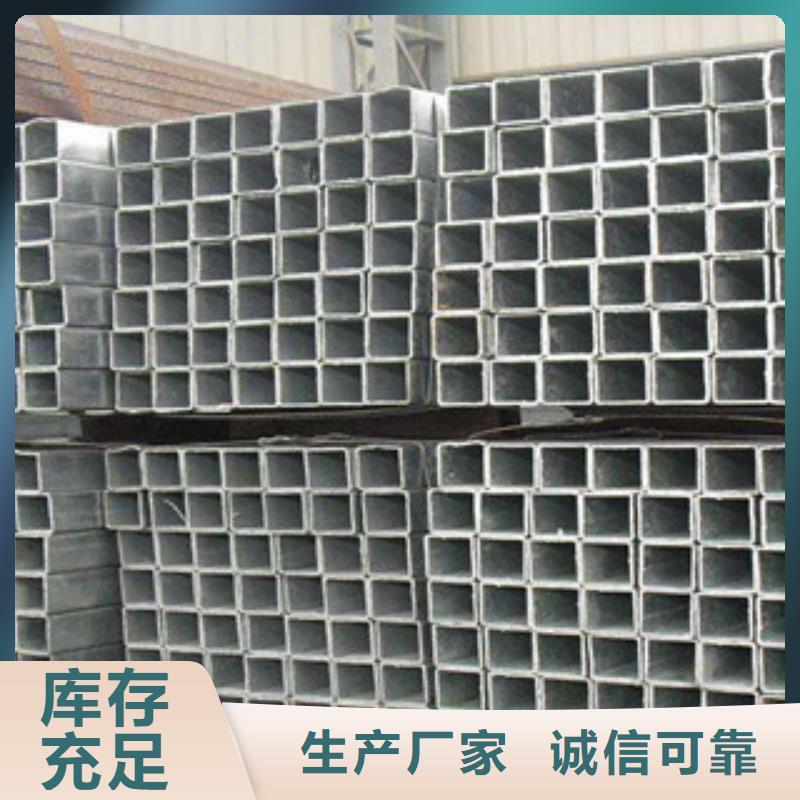
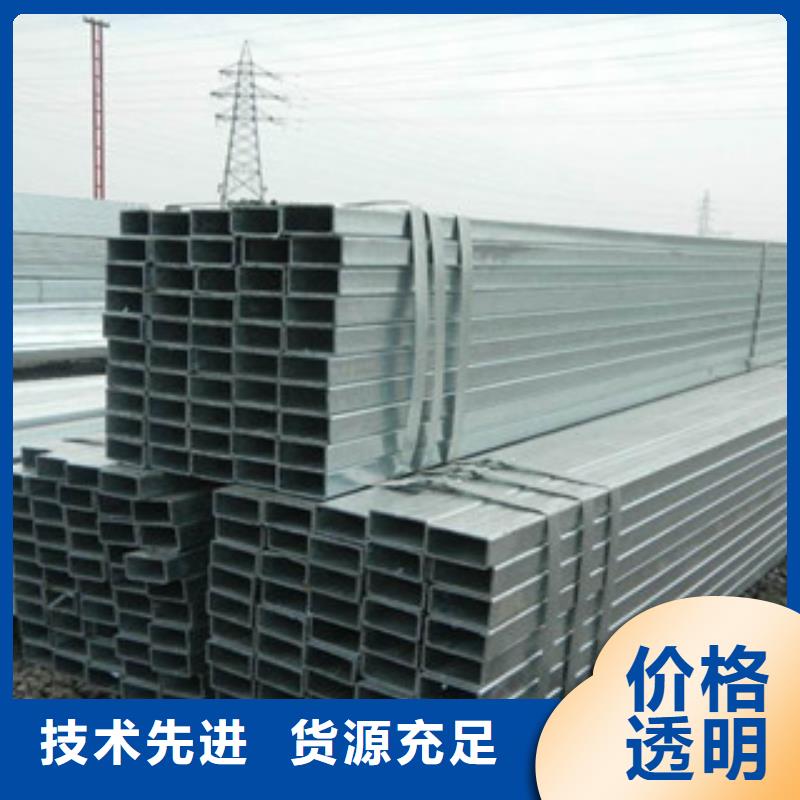
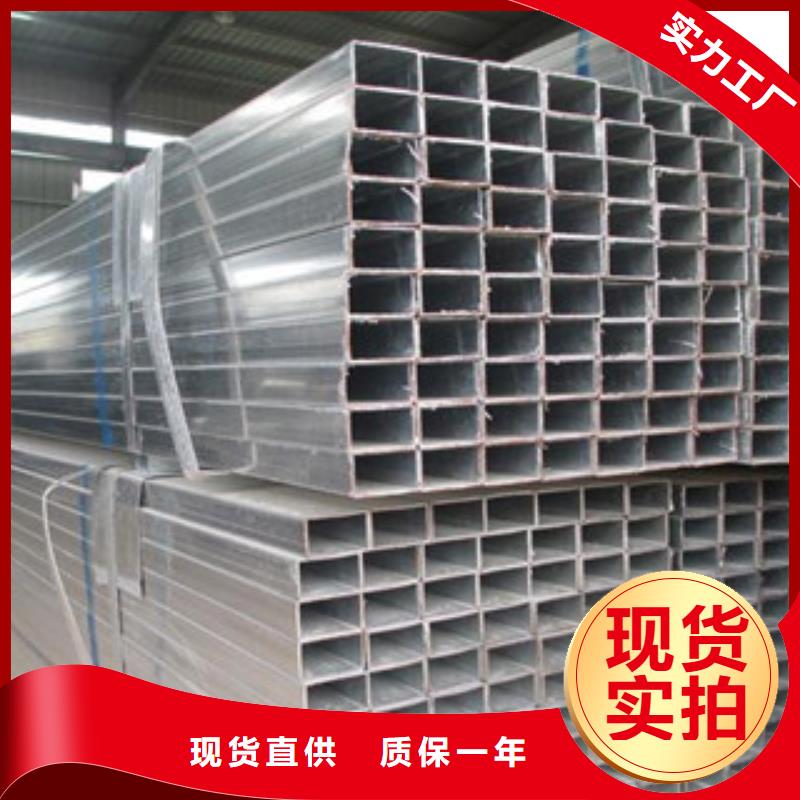
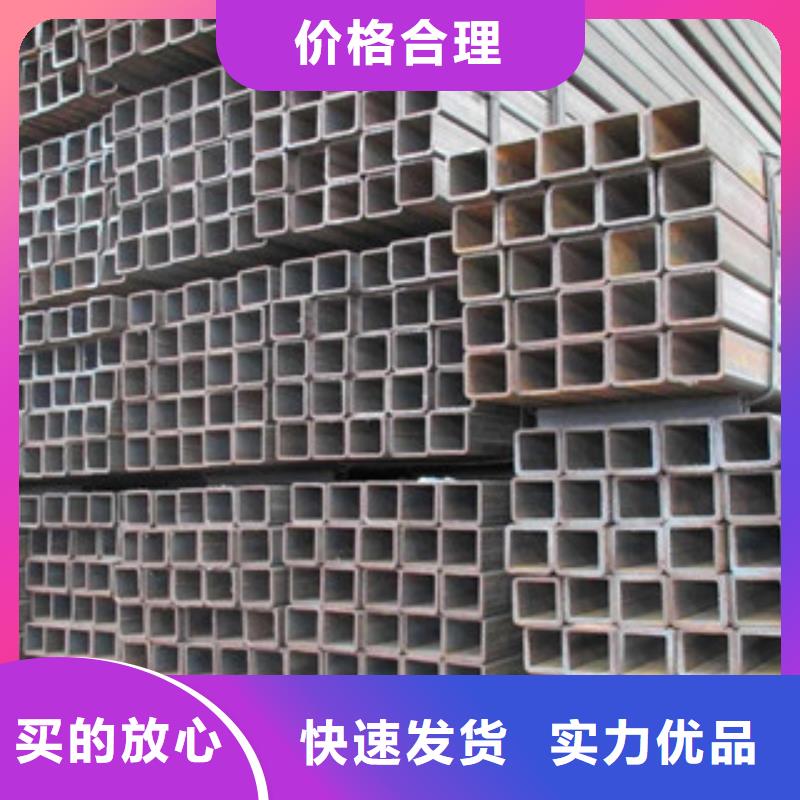
方矩管的长度一般是几米呢?目前方矩管在进行交货的时候都是采用散尺交货,一般长度都会在6-12米之间无缝方矩管的定尺长度通常为6-12米之间;焊接方矩管的定尺长度为6-12米之间,最长可做到21米;镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多,但是很多用户为了运输方便及将来焊接方便都会要求定尺交货,目前不管是焊接方矩管还是无缝方矩管都是可以按照用户的要求进行定尺交货的。 磷化是一种化学与电化学反应形成磷酸盐转化膜的过程,所形成的磷酸盐转化膜简称为磷化膜。它可以发挥很大的作用,可提高方矩管的防锈能力。我们在对方矩管进行磷化处理时, 使溢流水洗,以保证方矩管充分清洗干净,减少串槽现象。溢流时应该从底部进水,对角线上部开溢流孔溢流。对于任何一种磷化液都会或多或少产生沉渣,应在工艺予设计时注明设有磷化除渣装置。特别是对方矩管进行喷淋磷化时,除渣装置必不可少,典型的除渣装置有:斜板沉淀器、高位沉淀塔、离心除渣器、纸布袋滤渣等都可供选择。各个工序间的间隔时间如果太长,会造成方矩管在运行过程中二次生锈。特别是有酸洗工艺时,酸洗后管材极易在空气中氧化生锈泛绿, 设有工序间水膜保护,可减少生锈。而间隔时间短,不能完全有效的沥干水分,产生串槽现象,甚至槽液遭到破坏。所以,在考虑方矩管的工序间隔时,应根据情况选择一个恰当的间隔。 虽然对于槽体加热管材料的选择不是工艺设计的内容,如果不予提醒,可能会造成设备设计人员的疏忽。对于硫酸、盐酸酸洗时,其槽体材料只能选用玻璃钢、花岗岩、塑料,加热管只能选用铅锑合金管、陶瓷管,而不能选用不锈钢材料。如果是采用磷酸酸洗,其槽体及加热管材料均可选用不锈钢材料,当然玻璃钢、塑料、花岗岩均可。对于易形成死角存水的方矩管,必须选择适当的位置钻好工艺孔,保证水能在较短的时间内充分流尽。否则会造成串槽或者要在空中长时间沥干,产生二次生锈,影响磷化效果。 有时方矩管坯会出现分层问题,从而导致探伤不合。要预防这一缺陷,我们可以优化方矩管板坯的缓冷工艺,主要针对堆垛温度和堆垛持续时间。轧制钢板厚度不大于80mm钢板热矫直后,在冷床停留时间不得超过5min。厚度大于80mm钢板可适当延长至10min,确保钢板成垛前温度控制在500℃以上。钢板厚度不大于50mm钢板缓冷时间在12h;厚度大于50mm的钢板缓冷时间24h,严禁提前拆垛精整。


其回弹高度的读取,方管厂家有按纵标尺目测C型实验机和刻度盘上显现的D型实验机。还有,因读取数值时会发生误差,所以规则把5次接连读取数值的平均值作为肖氏硬度值。尽管这样,但跟着实验操作者的不同,其数值仍是会呈现很大的差异,方管厂家阐明读取数值也需要到达熟练程度。所以,有不太信任肖氏硬度的倾向。 但是,因为使用了锤头的回弹原理,方管厂家所以这个实验不损害实验目标。因此能够直接实验制品和加工后的资料。并且,实验设备简单,便于移动。还有,从实验设备上独自拆下计量筒,能够手拿着进行实验。 去年召开的中央经济工作会议上,习总书记强调,我国经济发展进入新常态,这是中央全面总结发展经验,准确研判当前形势和未来走势所作出的重大战略判断,对于我国钢铁方矩管工业的未来发展将产生深远而重大的影响,钢铁方矩管行业一定要深化理解。 经济发展进入新常态,是我国经济发展阶段性特征的必然反映,是30多年高速发展的必然结果。经济发展进入新常态,意味着,经济增速从高速增长转向中高速增长,经济发展方式正从规模速度型粗放增长转向质量效率型集约增长,经济结构正从增量扩能为主转向调整存量、做优增量并存的深度调整,经济发展动力正从传统增长点转向新的增长点。四个“转向”将引导钢铁方矩管工业未来发展方向,推动钢铁方矩管工业的深刻变革。



以下是 40cr精密管、镀锌无缝管、Q345B方管厂家、冷镀锌管厂家的详细介绍页面,由于林芝万盛达钢铁有限公司 40cr精密管、镀锌无缝管、Q345B方管厂家、冷镀锌管厂家产品种类较多,具体 40cr精密管、镀锌无缝管、Q345B方管厂家、冷镀锌管厂家产品价格请致电,以电话中实际报价为准。


对于普通的无缝不锈钢方管,在应用过程中很多方面都不能满足要求,所以冷拉无缝不锈钢方管可以加强,尺寸精度高,表面光洁度好,所以现在冷拔无缝不锈钢方管的应用越来越广泛。冷拔无缝不锈钢方管冷拔加固原理:钢在塑性变形中晶格缺陷增加,而晶格的缺陷严重变形对晶格进一步滑移将起到预防作用,使钢屈服点进步,塑性和抗力下降。由于塑性变形引起的内应力,钢的弹性模量减小。冷拔钢筋在室温下存放15-20天,或加热到100-200摄氏度一定时间。这一过程称为冷拔后时效处理。进一步提高了冷拔钢筋的屈服点。冷拉无缝钢管的极限抗拉强度也有所提高,塑性继续下降。由于时效过程内应力的降低,弹性模量基本可以恢复。为了提高屈服强度,节约钢材,在建筑工地或预制构件厂,常采用该原理按一定标准冷拔或冷拔钢筋或低碳钢线材。目前,冷拔无缝不锈钢方管的性能不断加强,广泛应用于机械结构、液压设备等要求较高的高精度领域。 方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。 方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。 在生产和运输过程中,方矩管材表面难免会涂油,影响除锈、磷化的质量,降低涂层与基体之间的附着力。那么,如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。有机溶剂清洗:皂化油和未皂化油主要溶解在有机溶剂中,以去除油污。常见的有机溶剂有乙醇、清洁汽油、甲苯、四氯化碳、三氯乙烯等。最有效的溶剂是四氯化碳和三氯乙烯,它们不燃烧,可以在较高的温度下脱油。需要注意的是,当有机溶剂从油中除去后,还需要额外的除油。因为当溶剂在方矩管表面蒸发时,通常会留下一层薄膜,在随后的过程中,通过碱清洗和电化学脱油可以去除薄膜。 如何从方矩管道中去除石油呢?电化学清洗:它通常用于从阴极中去除油或通过交替阳极和阴极去除油。通过电化学反应从阴极析出的氢或从阳极析出的氧,用于机械搅拌方矩管表面的溶液,促进金属表面的油。同时,溶液不断交换,有利于油渍的皂化反应和乳化。在气泡不断析出的影响下,剩余的油斑从金属表面分离出来。但在从阴极中去除油的过程中,氢经常渗入金属,导致氢脆。为了防止氢脆,通常采用负极和负极交替去除油。 如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。碱清洗:一种基于碱化学作用的清洗方法因其使用简单、价格低廉、易于获得原料而得到广泛应用。由于碱洗工艺依赖于皂化、乳化等功能,不能使用单一的碱来达到上述性能。通常使用多种成分,有时添加表面活性剂等添加剂。皂化程度由碱度决定,高碱度可降低油与溶液的表面张力,使油易于乳化。另外,经过碱洗后,可以去除残留方矩管表面的清洗剂。表面活性剂清洗:表面活性剂具有表面张力低、润湿性好、乳化性好等优点,是一种广泛应用的脱油方法。通过表面活性剂的乳化作用,在油水界面上形成一定强度的界面膜,改变界面状态,使油颗粒分散在水溶液中,形成乳液。或通过表面活性剂的溶解,使不溶于水的油垢在不锈钢方管中溶解于表面活性剂胶束中,从而将油垢转移到水溶液中。


